Table of Contents
- Introduction: Why Elasticity Preservation is a $1.6 Billion Problem
- The Science of Stretch: Understanding Elastic Fiber Degradation
- Phase 1: Preserving Elasticity in Storage & Handling
- Phase 2: Protecting Elasticity During Processing (Knitting/Weaving)
- Phase 3: The Critical Role of Dyeing & Finishing
- Phase 4: Ensuring Elasticity in Garment Assembly & Care
- Diagnostic Toolkit: How to Test and Measure Elasticity Loss
- Conclusion: Building an Elasticity-First Supply Chain
1. Introduction: Why Elasticity Preservation is a $1.6 Billion Problem
For manufacturers and brands, elastic yarns—primarily those containing elastane (spandex), latex, or specialized stretch polymers—are the engine of comfort, fit, The Ultimate Guide to Preserving Yarn Elasticity: A Data-Driven Approach for Textile Manufacturers and performance. However, their greatest asset is also their Achilles’ heel. Industry estimates suggest that premature elasticity loss and related defects account for over 15% of quality-related returns and production waste, translating to a global annual cost exceeding $1.6 billion. This isn’t just a minor quality hiccup; it manifests as sagging denim, bagging knees in activewear, misshapen intimate apparel, and plush toys that lose their plump resilience.
This guide moves beyond generic advice to provide a phase-by-phase, technical blueprint for procurement managers, production heads, and quality assurance professionals. We will dissect the primary stressors that degrade elasticity—thermal, chemical, and mechanical—and provide actionable, data-backed strategies to mitigate them at every stage, from the warehouse to the finished product.
2. The Science of Stretch: Understanding Elastic Fiber Degradation
To preserve elasticity, one must first understand its enemies. The elasticity in synthetic fibers like elastane (a polyurethane-polyurea copolymer) comes from its segmented block copolymer structure: alternating “soft” segments that provide stretch and “hard” segments that act as physical cross-links, enabling recovery.
The Three Primary Degradation Mechanisms:
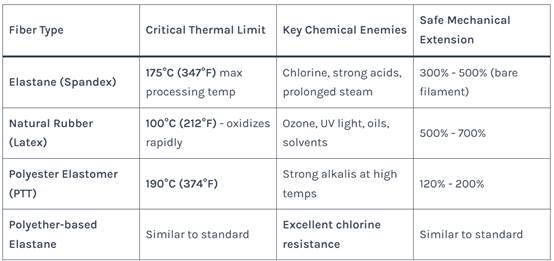
- Thermal Degradation: Elastane begins to soften at temperatures as low as 150°C (302°F) and suffers permanent polymer chain breakdown (thermolysis) above 175°C (347°F). This is the most common and irreversible cause of damage.
- Chemical Degradation: Hydrolysis (reaction with water), chlorine attack, and exposure to strong acids/alkalis or oxidizing agents break the critical urethane and urea bonds in the polymer chain.
- Mechanical & Photolytic Fatigue: Repeated over-stretching beyond the safe extension limit (typically 300-500% for bare elastane) and prolonged UV exposure cause cumulative damage to the polymer structure, leading to tension decay.
Table 1: Vulnerability Points of Common Elastic Fibers
3. Phase 1: Preserving Elasticity in Storage & Handling
Damage begins before the yarn even reaches the machine.
- Storage Environment: Elastic yarns must be stored in a cool, dry, and dark environment. Ideal conditions are <25°C (77°F) and <65% relative humidity. Prolonged exposure to humidity above 75% can initiate hydrolysis, especially in polyether-based elastanes.
- Package Integrity: Yarn cones or beams should never be crushed or stacked in a way that imposes constant pressure on the yarn, which can cause “compression set”—a permanent deformation of the elastic core.
- First-In, First-Out (FIFO): Implement a strict FIFO inventory system. The shelf life of elastic yarns is not infinite; aging under suboptimal conditions accelerates property loss.
4. Phase 2: Protecting Elasticity During Processing (Knitting/Weaving)
This is where mechanical and thermal stress combine.
- Tension Control is King: This is the single most important factor. Inconsistent or excessive tension during unwinding, knitting, or weaving will over-stretch the elastane, leading to immediate or latent damage.
- Best Practice: Use positive feed systems (like IRO storage feeders for knitting) and tension meters on creels. Aim for tension consistency with a variance of less than ±0.5 grams/denier.
- Data Point: A study in Textile Research Journal showed that maintaining yarn tension within a 10% coefficient of variation (CV%) improved final fabric elongation recovery by up to 18%.
- Machine Setup & Guidelines:
- Needle/Heddle Selection: Use polished, non-abrasive needles and heddles to minimize surface friction and cutting.
- Optimal Speed: While higher speeds increase output, they generate more friction heat. Balance machine speed with adequate cooling and lower tension settings for elastic content fabrics.
5. Phase 3: The Critical Role of Dyeing & Finishing
This phase presents the greatest concentration of thermal and chemical hazards.
- Temperature Management: The dyeing process must be designed around the elastane.
- For Polyester/Elastane Blends: Use low-temperature carrier dyes or high-temperature, short-time (HTST) processes that keep exposure above 120°C to an absolute minimum (preferably under 20 minutes).
- For Nylon/Elastane: Dye at or below 100°C (212°F) whenever possible.
- Chemical Protocol:
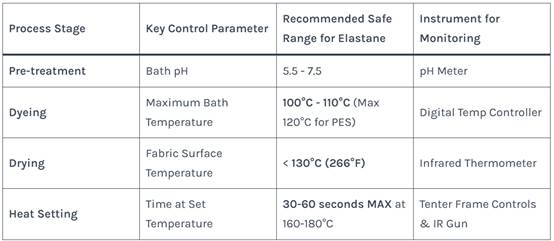
- pH Control: Maintain a dye bath pH between 5.5 and 7.5. Highly alkaline conditions (pH >9) rapidly degrade elastane.
- Avoid Harsh Agents: Eliminate or strictly control the use of chlorine-based bleaches and strong oxidizing agents in preparatory stages.
- Drying & Heat Setting:
- Use steam finishing at controlled temperatures (<130°C) where possible.
- If heat setting (tenter framing) is necessary for dimensional stability, use the lowest effective temperature and shortest time. Monitor fabric surface temperature directly with infrared thermometers.
Table 2: Safe Processing Parameters for Elastic Blends
6. Phase 4: Ensuring Elasticity in Garment Assembly & Care
- Sewing: Use ballpoint or fine round-point needles to avoid cutting elastane threads. Implement a differential feed on coverstitch and overlock machines to prevent stretching the fabric during seaming.
- Pressing/Steaming: Never press directly on elastic areas (like waistbands) with a hot iron. Use a press cloth and low-temperature steam.
- Care Label Instructions: This is the final defense. Labels must instruct consumers to:
- Wash in cold or lukewarm water (<30°C / 86°F).
- Avoid chlorine bleach entirely.
- Tumble dry on low heat or, ideally, air dry.
- Iron on low heat if necessary.
7. Diagnostic Toolkit: How to Test and Measure Elasticity Loss
Proactive quality control prevents batch failures.
- Standard Test Methods:
- ASTM D2594 / ISO 20932-1: Standard test methods for stretch properties of textiles.
- Cyclic Load Testing: The most revealing test. A fabric sample is stretched to a specified extension (e.g., 80% of its break) and cycled 10, 50, or 100 times. Elastic efficiency is calculated as (Extension Recovery / Total Extension) x 100%. A drop below 90% recovery indicates significant degradation.
- Tension Decay Test: Measures the loss of holding force in a fabric after repeated extension, critical for supportive wear.
- In-Process Checks: Simple stretch-and-release tests on greige fabric (off the loom/knitter) and after each major wet processing stage can provide early warning signs.
8. Conclusion: Building an Elasticity-First Supply Chain
Preserving elasticity is not a single-step fix but a holistic Quality Culture that must be embedded across the supply chain. It requires:
- Educating All Stakeholders: From warehouse staff to dyers and seamstresses, everyone must understand their role in protecting the yarn’s stretch.
- Demanding Technical Data: Source yarn from suppliers who provide not just a price, but a full technical dossier including recommended processing temperatures, pH stability, and tension guidelines. A technically proficient supplier is a partner in prevention.
- Investing in Control: The cost of tension meters, pH controllers, and infrared thermometers is negligible compared to the cost of a rejected 10,000-piece production run.
- Implementing Clear Protocols: Document and enforce Standard Operating Procedures (SOPs) for handling and processing elastic materials at every stage.
By adopting this systematic, data-driven approach, manufacturers can dramatically reduce waste, minimize returns, and protect their brand reputation by delivering products that consistently look good, feel good, and perform—wash after wash.


